脉纹是树脂砂铸件常见的铸造缺陷,它多分布于铸件内表面的转角处和高温热节处,大多呈条状分布,严重时呈网状分布脉纹缺陷影响铸件表面质量,增加铸件清理工作量,若铸件复杂内腔出现脉纹,因无法清理往往导致铸件报废。近年来,对树脂砂脉纹缺陷的控制,国内外的文献和专利都有报道,本文在此基础上,通过分析试验对树脂砂的防脉纹技术进行
了探讨。
1.1脉纹形成的原因
脉纹是砂芯(型)表面开裂导致金属液渗入裂缝产生的。硅质砂粒在高温金属液的作用下产生热膨胀。在573C时由α石英转变成β石英,硅砂的体积膨胀加剧,使砂芯(型)产生热应力。当应力的作用大于砂芯(型)的高温粘结强度时,铸型表面开裂形成裂纹,液态金属渗入其中,在铸件表面形成脉纹缺陷。砂芯(型)在高温下维持强度和可塑性的能力越大或砂芯膨胀产生的热应力越小,在铸件上产生脉纹的倾向就越小。
1.2预防脉纹缺陷的措施
1)特种型砂的使用
采用热导率高、热膨胀量小的特种砂,或在硅砂量中加入一定比例的特种砂,可减轻或防止产生脉纹缺陷.
2)防脉纹涂料的使用
砂中加入一定比例的防脉涂料,金属液浇注过程中随温度升高时,由于添加剂的作用提高了砂芯(型)的塑性,缓解了硅砂的快速膨胀,同时能加强砂芯(型)表面的激冷作用,从而有效防止脉纹缺陷的产生。同时在高温金属液作用下,涂料在砂芯(型)高温时表面形成的烧结层,能缓冲或抵消硅砂热膨胀产生的应力,而涂料中高导热性组分,能有助于金属液的快速凝固,亦可起到较好的防脉纹作用。
2、防脉纹作用的材料
2.1低膨胀特种型砂
目前最常用的非硅质天然砂主要有锆英砂、铬铁矿砂及橄榄石砂等。锆英砂膨胀系数很小,只有石英砂的1/6~1/3,受热后所产生的热应力小,型芯不易开裂;铬铁矿砂在1100C~1300C时,砂粒之间发生烧结,其高温强度达到最大值,同时热膨胀量又小,型芯也不易开裂;橄榄石砂虽有一定的热膨胀值,但膨胀缓慢且均匀,不像石英砂有晶型转变而骤然膨胀的特性,同时其导热性也比石英砂好。
近年来人工制造的铸造型砂主要有三类。碳粒砂由煅烧液态石油焦制得的球形砂;顽辉石砂是将熔融状态的铁镍合金炉渣用空气吹散,冷却后将细小的球状颗粒进行研磨制得;莫来石陶粒(宝珠砂)是选因用优质铝矾土材料,人工烧制的陶瓷球形颗粒。人造砂的共同特点是其膨胀系数小,用来配制型砂,在铸件不易产生由于膨胀引起的缺陷。
2.2氧化铁
现在使用的氧化铁包括氧化铁红(赤铁矿)、氧化砂是铁黑(磁铁矿)和黄赭石。这些氧化铁中最普通的是氧化铁红(Fe2O3);磁铁矿(FeO4)一般还含有5%的钛铁矿;黄赭石实际上是一种钛铁矿和高岭土的混合加入的氧化铁细粉能附在硅砂表面,受热时反应生成铁橄榄石Fe2SiO4,在砂粒之间形成桥联接,随着这些联接变形,增加了型砂的热塑性,从而温度升高,阻止砂型开裂,达到减少脉纹缺陷的目的。但氧化铁当使用过多会降低铸型(芯)的强度。
2.3含锂矿物
含锂矿物包括锂辉石、锂磷铝石、透锂长石、锂云母、锂霞石等。其中锂磷铝石、锂云母及市场上销售的透锂长石含F,F在高温下会挥发,使铸件产生气孔缺陷,并腐蚀铸件,因此不宜釆用。锂霞石在自然界的储有限,目前国内市场无此产品销售。锂辉石作为防脉纹添加剂原料及抗粘砂涂料原料,在欧美等铸造强国已得到广泛使用。近年来,澳洲锂辉石因其含量高、质量稳定、规格齐全,被国内众多铸造企业采用。
锂辉石防脉纹机理主要由三部分组成:
1)液浇注过程中,锂辉石的强助熔作用使石英砂砂粒表面键合在一起,提高砂芯(型)的热塑性,防止裂纹产生。
2)锂辉石加入涂料中有助于形成烧结型涂层;
3)锂辉石由α相转变为β相,所形成的β锂辉石热膨胀系数极低,甚至略呈负膨胀,可以缓解型(芯)砂的快速膨胀。
2.5碳质材料
煤粉、木屑等碳质材料在高温时会燃烧,在型芯中形成许多空隙,来容纳高温时石英砂的膨胀,阻止型(芯)砂表面产生裂纹。但碳质材料燃烧时会产生气体,易使铸件产生气孔缺陷,因此少用为宜。
2.6空心微珠材料
在型(芯)砂中加入氧化铝含量15%~45%的硅酸铝空心微珠,可使型(芯)砂具有良好的抗脉纹性缓解开裂现象。在铸件浇注过程中,型砂中二氧化硅的膨胀被空心微珠的内部空间吸收,从而防止型芯表面出现裂纹,而硅酸铝微珠的加入不影响型砂的机械性能。
2.7层片状结构的硅酸盐
页岩是具有薄片状层节理的硅酸盐矿物。将其混于型(芯)砂中,浇注金属液后,页岩颗粒在高温下自行溃散,留出足够的空间来弥补硅质砂粒热膨胀,从而避免由于热应力导致铸型开裂造成的脉纹缺陷。在受热情况下无明显的膨胀性,晶体结构保持相对稳定,并具有一定的弹性和挠曲性。加入涂料或砂中能缓解开裂现象。
3防脉纹效果的评估
3.1型砂热膨胀性能试验
试验用树脂砂中的原砂组成:为100%福建砂、2为92%福建砂+4%锂辉石十4%钛铁矿、3#为70%福建砂+30%宝珠砂、4#为50%福建砂+50%晶焙烧旧砂。将配制好的型砂分别制成直径11mmX20mm圆柱形试样,用PHT型高温试验仪测定试验砂的热膨胀值。据资料[1]介绍,各种原砂最大膨胀一般均出现在500C~600C之间,因此对不同配比型砂叶分别测其500C和600C的激热膨胀值,结果见图1。
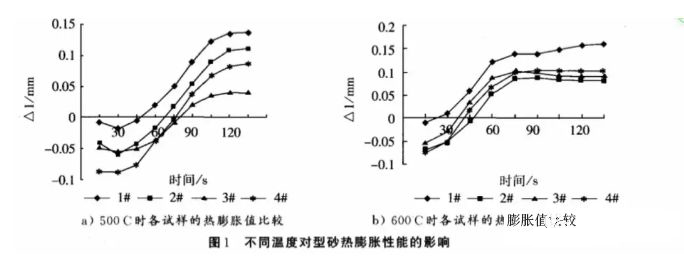
由图1可以看出,随着温度升高,型砂的热膨胀速度明显变快。而在相同温度下单纯硅砂的热膨胀值最高;若在硅砂中掺入一定比例的特种砂或经过高温焙烧的旧砂,均能使型砂的热膨胀值降低;在硅砂中加入8%的锂辉石及钛铁矿,因其中组分的负膨胀作用,亦减小了型砂的热膨胀值。由此型砂产生的热应力变小,便可降低脉纹产生的几率。
从以上所述的具有防脉纹作用的材料中选取几种组成防脉纹剂,其中A含90%~96%锂辉石和余量氧化铁红,B含60%~80%锂辉石、10%~30%钛铁矿、0~10%长石,C含15%~20%钛铁矿、25%~30%叶蜡石、20%~30%高岭土及25%~30%氧化铁用三乙胺法制芯,试验芯砂的配方见表1。

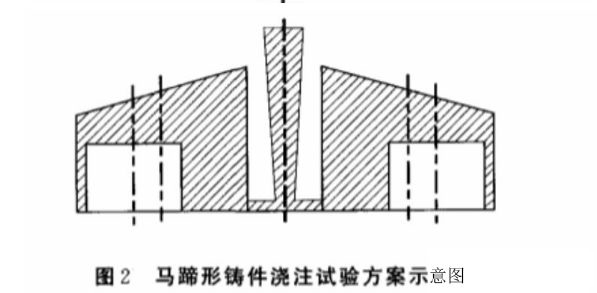
按图2所示的铸件试验方案造型浇注,铸件材质为HT250,浇注温度1360C。试样在铸型里冷却后清砂,以研究脉纹形成的情况。
试验用马蹄形铸件由于内孔偏心,致使铸件壁厚不均(5mm~35mm),其内孔的高温热节处,又是内表面的转角,最易产生脉纹缺陷。由图3可见,铸件a由于未添加防脉纹剂,内孔厚壁转角处分布有非常明显的网状脉纹,而使用了防脉纹添加剂的铸件c、b、d,其内孔热节处的脉纹基本消失,但内壁均有不同程度的粘砂现象。若能在砂芯上涂刷除常规涂料外,还加有适量锂辉石、粉状含钛矿物及叶蜡石或云母等硅酸盐的专用涂料,不仅起到更好的防脉纹效果,而且能消除粘砂现象。

四、结论
综上所述,使用低膨胀特种型砂或在硅砂中添加防脉纹剂、在砂芯上涂刷专用涂料均能有效降低型砂的热膨胀,防止铸件脉纹缺陷的产生。但单纯依靠特种砂代替硅质砂将大幅增加成本,使用防脉纹添加剂以及专用涂料不失为一种有效的消除硅质树脂砂脉纹缺陷的途径。因此,合理的树脂砂防脉纹技术,能达到减少铸件脉纹缺陷、降低生产成本的目的。

